东莞市宇熙精密连接器有限公司


关注宇熙抖音
13556645970
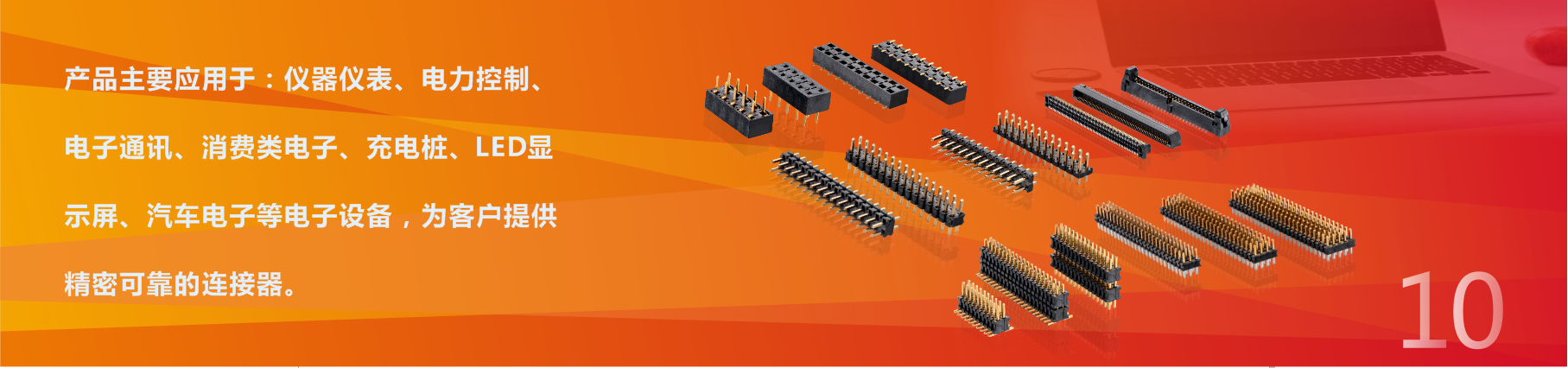


线束通常通过注塑成型加工。在成型过程中,由于成型性能、原材料种类和设备工况、模腔结构、材料流变学、材料内外质量等因素,产品有时会出现次品。根据多年的注塑经验,我们知道常见的外观缺陷包括:缩孔、飞边、黑点、流痕、焊缝、亮线、缺胶、气泡和波纹。虽然外观缺陷不会影响连接器和电缆组件的性能,但优质的外观更能体现企业严谨的生产态度。让我们介绍一下波纹问题。

图源包图网
波纹的产生与注塑的参数、模具和注塑的材料有关。流动模式有几种类型:蛇流模式、径向模式、波浪模式和荧光模式。
1、蛇流
当浇口深度远小于型腔入口深度且模具填充率很高时,熔体流动成为不稳定的射流。先前的射流已经凝固,流动的熔体充满型腔,导致表面出现蛇形波纹。
解决蛇形流问题有以下几种措施:
l 改变工艺条件。降低注射速度的方法会逐渐消除射流效应,从而扩大熔体流动模式。长时间的流动将使产品具有更好的表面质量。此外,提高模具温度和熔体温度也会降低射流效应,增加熔体流动。
l 改变模具浇口的尺寸。当浇口深度略小于型腔深度时,射流出口的膨胀作用使熔体在射流的后缘和前缘流出,因此射流效果不明显。当浇口深度等于或接近型腔深度时,充模率低,形成膨胀流。
l 改变模具浇口角度。模具浇口与动模的夹角为4°~5°,这样当熔体流出浇口时,熔体首先被型腔壁挡住,可以防止蛇形波纹的出现。
l 改变模具浇口的位置。模具的浇口放置在离模具型腔壁最近的地方(垂直于浇口的方向)。当熔体流出浇口时,首先会被型腔壁堵住。它还可以防止喷流的出现,让它们进入延伸的溪流,避免蛇形涟漪。
2、在径向模式下
熔体喷射时,由于熔体具有弹性,当熔体从机筒流经模具浇口流向型腔时,熔体弹性恢复。快速导致熔体断裂产生径向条纹。
有几种措施可以解决放射状图案的问题:
l 改变工艺条件。采用高压低速注射可以增加弹性熔体在相同流动长度上的流动时间,增加弹性破坏程度,从而减少径向条纹的发生。
l 改变门的形状。加大浇口或将浇口改为扇形,可以在熔体进入模腔前稍微恢复熔体的弹性,避免熔体断裂。
l 增加模具主通道的长度。在熔体进入型腔之前,其弹性失效,这也阻止了熔体破裂。
l 用加长喷嘴更换设备。在进入模具型腔之前延长熔体的流动路径,增加了熔体弹性破坏的程度,也避免了由于熔体破裂而产生的径向线。
3、波浪纹
在熔体充填过程中,新的熔体流不断地从内部堆积起来,推动向前的波浪停滞,向前的波浪边缘不断地被拉伸。由于流动阻力,随后的熔体压力再次上升。新形成的波纹变平并前进,造成停滞和堆积,在产品表面形成波浪状图案。尤其是注射速度快,注射压力小,或模具结构不合理时,熔体流动进退,PP结晶缓慢而缓慢,容易造成制品表面结晶度不一致,从而导致产品表面形成波浪纹。
解决波形图问题有几种措施:
l 改变工艺条件。采用高压低速注射可以保持熔体流动的稳定性,防止波浪的发生。
l 提高模具温度。随着模具温度的升高,熔体流动性增加。对于结晶聚合物,较高的温度有利于结晶的均匀性,从而减少波纹的出现。
l 改变型腔结构。模具的结构也可能导致产品表面起伏不定。如果型芯边缘比较突出,则熔体流动阻力较大,会导致熔体流动不稳定,从而形成波形。因此,改变型芯的角度可以缓冲过渡,保持熔体流动稳定,防止出现波浪。
l 改变产品的厚度。产品厚度不均会增加熔体流动阻力,导致熔体流动不稳定。因此,产品的厚度应设计得尽可能均匀,以防止出现波浪纹。
4、荧光图案
当熔体在型腔中流动时,靠近凝固层的分子链一端固定在凝固层上,另一端被相邻的分子链沿流动方向拉伸。因为靠近模具型腔的壁面熔体流动阻力最大,流动速度最小,型腔中心流动阻力最小,流动速度最高。这会在流动方向上产生速度梯度。因此,注射速度小,注射压力大,或制品厚度大。在较薄的情况下,靠近型腔壁的熔体剪切力最强,取向度最大,聚合物在流动过程中被拉伸,呈现出内应力,
有几种措施可以解决荧光图案的问题:
l 改变工艺条件。对于中压和中速注射,随着注射速度的增加,在相同的分支长度下,熔体冷却时间减少,单位体积的熔体凝固相对缓慢,制品的内应力减弱,而产品表面减少。出现在荧光标记上。
l 提高模具温度。较高的模具温度可以加速大分子的松弛,减少分子取向和内应力,从而减少制品表面荧光条纹的出现。
l 改变型腔结构,增加产品厚度。制品厚度大,熔体缓慢冷却,应力松弛时间相对延长,取向应力会降低,从而减少荧光条纹。
l 热处理(在烤箱中烘烤或在热水中煮沸)。热处理增强了大分子的运动,缩短了弛豫时间,增强了去取向效果,减少了荧光条纹。

